|
|
||||||||||
1950年代後半 内製の装置によるゲルマニウムトランジスタの量産が始まる 〜プロセス技術〜 |
||||||||||
| 日本では神戸工業やソニーによって1954年からゲルマニウムトランジスタの生産が開始され、1950 年代後半には他の半導体メーカも参入した。日本各社はWestern
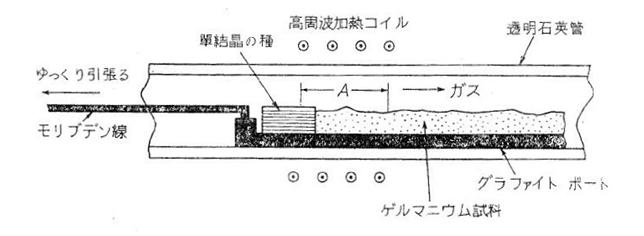
ElectricやRCAなど米国メーカから特許ライセンスや技術供与を受け、ゲルマニウムトランジスタの生産を開始したが、当初は歩留まりが低く苦労した。各社は製造装置を内製して、ゲルマニウムの結晶を作りそれに合金を形成したが、それらのプロセス条件の改良を重ねて歩留まりを向上させて量産化に漕ぎ着けた。1950年代は、基盤技術は米国から供与を受けたが、それに日本各社が製造の改良を重ねた手作り的製造の時代であった。 トランジスタの製造方法としては、主として合金法が使われた。合金型(アロイ型)トランジスタの製造は、ベースとなるN型ゲルマニウム基板の両側にインジウムを付け、水素などの還元雰囲気の中で加熱して合金化する方法によって行われた(PNPトランジスタの場合)。合金炉は各社が内製し、雰囲気ガスや温度などのプロセス条件の最適化を進め量産化に漕ぎ着けた。 基板となるゲルマニウム結晶は、各社が横型ゾーンメルト法によって内製した。横型ゾーンメルト法とは、U字型のグラファイトのボートにゲルマニウムの種結晶と粉末原料を入れ、リング状のヒーターまたは高周波コイルによって局部的にゲルマニウムをメルトさせ、そのメルト部分を横にずらしていくことによって、種結晶から横方向に単結晶を成長させる方法である。メルト部分をずらす工程を繰り返すことによって、純度を上げてトランジスタ材料として使える品質のゲルマニウム結晶を得ていた。これをスライスしてトランジスタの基板としたが、ボートの断面形状を反映して、柿の種状の形状をしていた。横型ゾーンメルト用の装置は各社で内製され、そのプロセス条件も各社で改良され、より大型の結晶が得られるようになっていった。 尚、ソニーは高周波トランジスタ製造に対しては、引き上げ法式による結晶成長法を採用した。この方式によって作られたトランジスタはグローン型と呼ばれた。 |
||||||||||
 |
||||||||||
| 横型ゾーンメルティング炉の例(菊地)1) | ||||||||||
|
【参考文献】 (1) 菊地 誠, 日本物理学会誌、第10巻、第10号、pp.353-354, 1955 (http://ci.nii.ac.jp/naid/110002069718) 【移動ページ】 プロセス技術/該当年代へ 【最終変更バージョン】 rev.002 2010/10/26 |