
1990年代
CMP装置および材料のサプライチェーン確立
〜装置・材料〜
CMP(Chemical Mechanical Polishing)技術は、表面平坦化技術の一つである。80年代後半からIBMを中心に実用化が進み、それまでのリフローやエッチバックといった平坦化とは違い、研磨によりほぼ完全に平坦な表面が得られることが特徴である。
これにより、STI(シャロートレンチアイソレーション)[1]やCuダマシン配線[2]といった全く新しいプロセスモジュールの実用化が可能となった。特に、ドライエッチによる加工が困難である銅を配線として実用化するにあたっては、ダマシン技術の採用によるところが大きい。また、CMPによる平坦化は、厳しくなるリソグラフィの焦点深度余裕にとっては救世主となり、微細化の加速に大きく貢献した。
CMPによる平坦化は、研磨パッドを敷いた大きめのテーブルの上でウェハを下向きに押しつけ、研磨材を供給しながら、自公転させて行う。その際、凸には凹部より大きな圧力がかかるが、研磨速度の圧力依存が、凸部と凹部の研磨速度の選択性を生み、平坦化を実現する。
当初は、Westech社製などアメリカの装置が主流であったが、研磨剤からの発塵の問題などからCMP専用室に設置されることが多かった。90年代前半に、後洗浄を一体化し、クリーンルーム内に設置可能な装置が荏原製作所により開発され、これにより、半導体工程への導入が容易になった。1990年代後半には研磨の終点検出機能を備えたCMP装置がAMATにより開発され、実用性がより向上した。
CMPでは、装置のほか、プロセス性能を大きく左右する研磨材や研磨布などの消耗品が非常に重要である。研磨剤の多くは、シリカの微粒子を水に分散させ、研磨を促進、制御するための薬剤を添加したものである。また、研磨布としては、発泡させたポリウレタンを使うことが多い。当初は、Cabot社(研磨剤)やRodel社(研磨布)製のものが主流であったが、最近では、JSR(研磨剤・研磨布)、日立化成(研磨剤)、Fujimi(研磨剤)などから高性能な消耗品が供給されるようになり、日本メーカーの存在感を示している。
開発初期より、パーティクルの残留、スクラッチ(研磨傷)が課題であったが、後洗浄や研磨剤技術などにより克服されてきた。後洗浄では、PVA(ポリビニルアルコール)スポンジによるスクラブ洗浄が広く使われており、必要に応じ、洗浄薬液を併用する。微細化により、現在もこれらは重要技術であり、精力的な開発がされている。
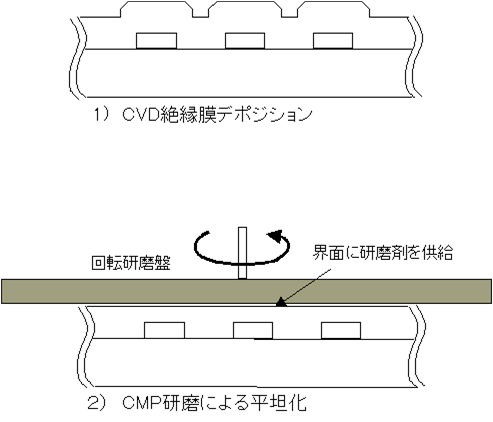 |
| 図1 CMPによる平坦化工程 |
 |
| 図2 初期のドライイン/ドライアウトCMP装置 EPO-1141 (提供:荏原製作所) |
【参考文献】
[1]1990年代後半:シャロートレンチアイソレーション(STI)の採用
[2]1990年代後半:ダマシン法によるCu配線技術の採用
[移動ページ]
■ 装置材料 該当年代へ
■歴史館の他のページへ
| HOME | ようこそ | 業界動向
| 応用製品 | 集積回路 |
個別半導体他 | プロセス技術
|
| パッケージング技術 | 装置・材料
|
[最終変更バージョン]
Ver.001 2020/12/25